(平日8:00~17:00)
今回は、自動溶接機・溶接ロボットの運転に関する困りごと例とその対策方法についてまとめました!
自動溶接機を運転する上でトラブルはつきものです。
自動溶接機本体によるトラブルや、その他付帯設備やガス、部品などその要因は様々です。
自動溶接機本体のトラブルは、本体を交換することですぐに対応可能ですが、その他の場合はそうはいきません。
そこで今回は、本体以外の自動溶接機の運転に関する困りごとをご紹介します!
【資料 : 松栄テクノサービス(株)様 「ロボット手引書」より引用】
自動溶接機本体は問題がないにもかかわらず、溶接不良の不具合が発生する場合がございます。
その場合、主な原因としてガス、アース等電気系の不具合が考えられます。
●ガス
ガスが規定通りに流れていかないために、溶接不良が生じることが可能性として考えられます。
その場合、ガスホースの劣化や不純物の混入によるガスホースの詰まり、ガスホースの折れ曲がりが発生していることが疑われます。
その他にも、溶接トーチの部品が劣化し、ガスが正常に流れなくなることもあります。
また、CO2溶接の場合は、チップにワイヤーが流れる際のスパッタによる詰まりなど、チップのノズルの詰まりが多々起こりえます。
●アース等の不具合・電気系の不具合
ケーブルが劣化することで、規定通りに電気が流れなくなることがあります。
例えば、200Aに設定していたものの、200Aに届かず不良になることがあります。
●グリス
ロボットを長く使用しているとグリスに磨耗した鉄粉が混入し、グリスの潤滑機能が低下してしまいます。
グリスの潤滑機能が低下するとロボットの位置がずれてしまったり、ガタや振動の原因になってしまいます。
この結果、ビードずれを起こしワークの融合不良や溶け込み不良が発生します。
ロボットのグリス交換を実施する事によって、位置ずれや振動等の不具合発生を低減させる事が出来ます。
また、減速機本体の寿命を延ばす事によりメンテナンスコストの削減にも繋がります。

●ブローホールの発生
溶接不良のひとつに溶接ビードに発生するブローホールがあります。
①溶接途中針の穴ほどの大きさで無数の穴が開く
②溶接終了時点餅を焼いた時のようなふくらみやそれが破れた形状
③溶接ビードを削ったときビードの中に無数の空気溜まりが発生
この他にも様々なブローホールがあり、製品に重大な欠陥を及ぼします。
の主な原因は、炭酸ガスのシールド不良によるものです。
上で例に挙げたブローホールの対策ですが
①シールドガスの流量を適切にする(10~20ℓ/min)
②ガスの供給経路にガス漏れが無いかを確認する
③電流・電圧・速度や母材との距離を適正にする
④溶接点にシリンダーのエアー漏れの影響を受けないようにする
⑤溶接面の汚れ、錆、酸化皮膜、油脂類の付着を除去する
その他ブローホールには様々な原因が考えられ、その全てを予防する事は難しいですが、基本的な事柄を行うことで多くは回避する事が出来ます。

●ライナーの不具合
ワイヤーを送給しながら溶接をしていると、どうしてもワイヤーのメッキやホコリ等がライナーの中に詰まってしまいます。
あまり知られてはいませんがライナーは溶接の品質を維持する為に最も重要な部品の1つになります。
その為定期的な交換が必要になりますが、その際に下記のようなトラブルが発生することがあります。
①ガス流量が下がりブローホールが出る
②送給不良が発生する
最近のロボットはトーチ部分とトーチケーブルが部分があり、それぞれインナーチューブ、ライナーが入っています。
インナーには透明被覆は付いておりませんが、ライナーには付いています。
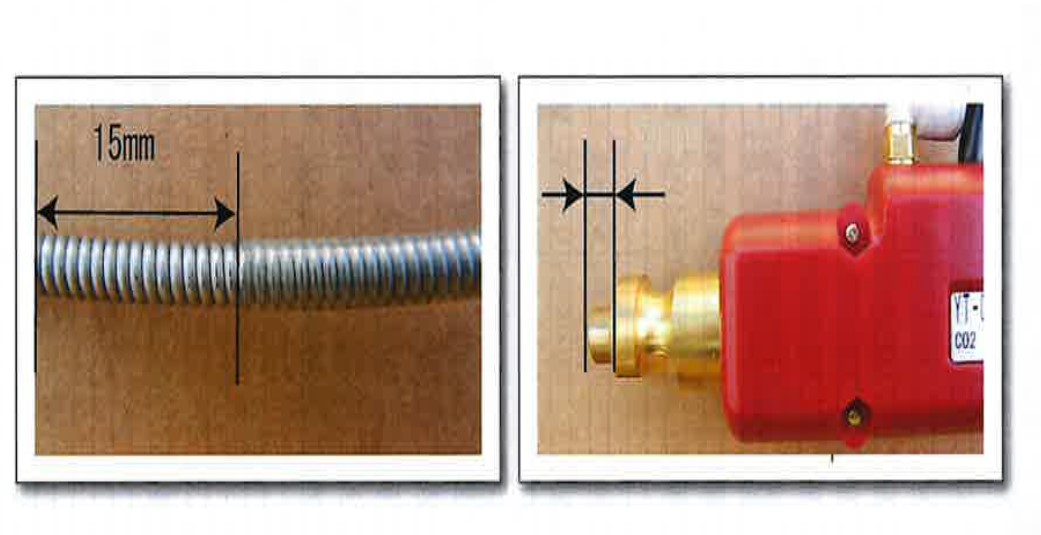
交換時には長さを調整後ライナーを曲げずに挿入し、押切った状態で5mm位ライナーの金具部分が出る様に調整します。
さらに透明被覆を先端から15mm程度剥がす様にすると溶接の熱で溶けて詰まる事が無くなりブローの原因を防ぐ事ができます。
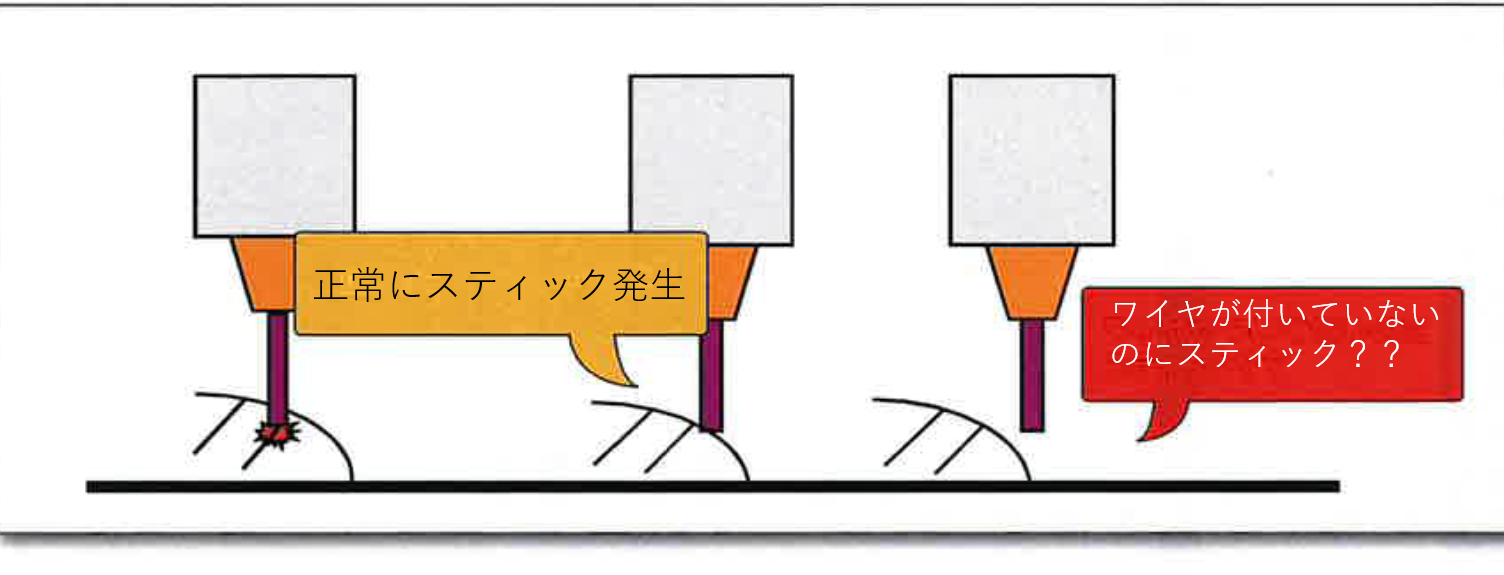
●ワイヤスティック
溶接終了時点でワイヤが母材と接触していないにもかかわらず、ロボットがエラー停止する事があります。
これは溶接終了時ワイヤーを燃え上がらせることによって発生します。
ワイヤーが溶接ビードに接触している場合は、ワイヤーを燃え上がらせる処理を実施する事でスティックを回避する事ができます。
1.クレータ条件を上げる(基本的に本条件の70%程度に設定して下さい)
2.バーンバック(BBK)燃え上がりレベル(FTT)を上げる
多くの場合は上記2点を実施する事で解決する事が可能です。
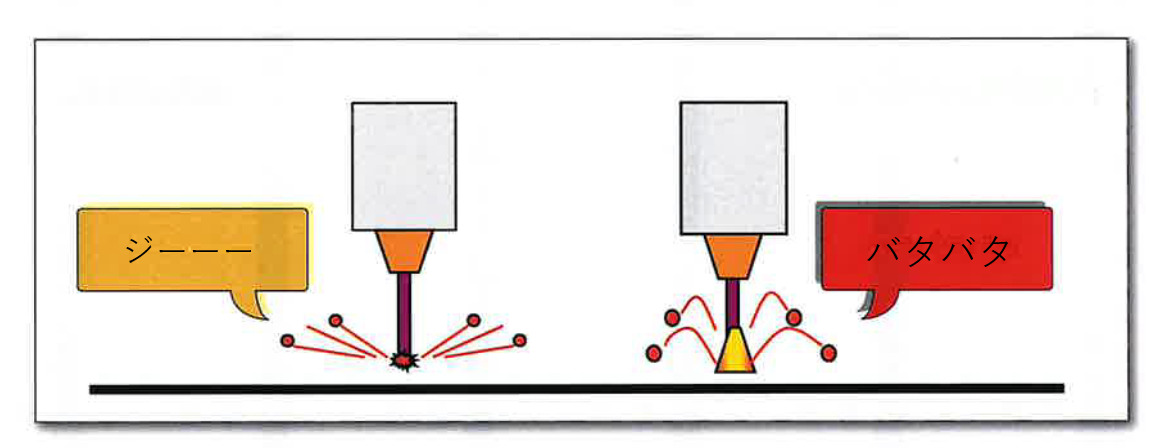
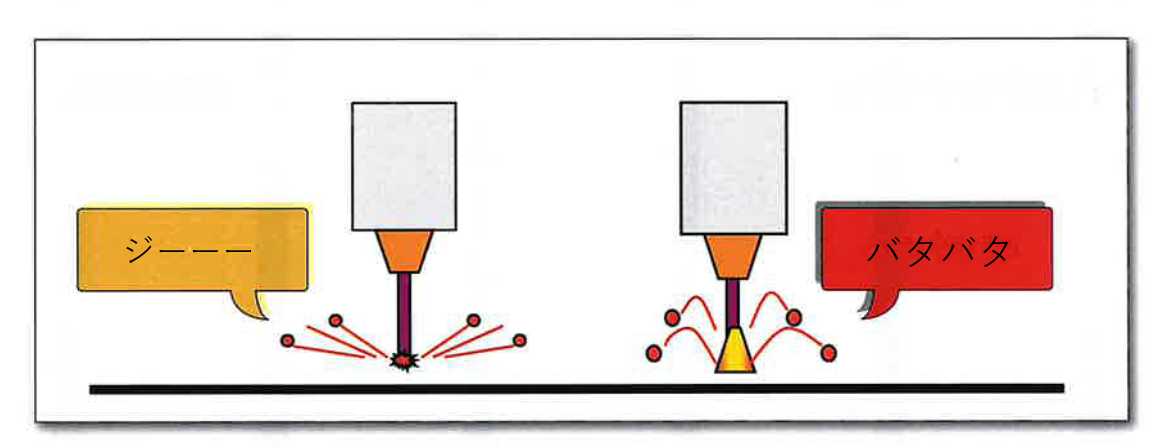
●アークの不安定
アークが不安定の原因は様々ですが、その中でも一番多いのは送給不良による物です。送給不良が発生するとワイヤ送り量が減少して条件的に電圧が上昇し、通常[ジーー」という溶接音が「パタパタ」といった音になりアーク幅が広がりフラットビードになります。
TAWERSやGⅡのロボットは送給装置の負荷をティーチングペンダント上で確認する事により、ライナーやフレコンの交換時期を把握できます。
一般的に3mのフレコンでは0.3Aを超えると送給負荷が高いと考えられ送給経路の確認をして、場合によっては部品の交換をお勧めします。(GBⅡ、GE2、GX、GXPの場合は0.8Aが目安です)
自動溶接機は様々な部品で構成されています。
そのため、シリンダーやモーター、ポンプなどの付帯設備が老朽化することで、不具合が 生じることがございます。
●ガス
ガスホースの劣化や詰まり、折れ曲がりが発生し、交換が必要になった際には、ガスホースの販売を行っております。
弊社では、1年~2年ごとにメーカーのサービス点検を受けることを推奨しており、劣化が見られた場合は部品交換を承っております。
メーカーのサービス点検では、ガス周りと部品の劣化を主にチェックします。
●部品
弊社では消耗部分であるノズルの交換を実施しております。
ノズルについてはお客様で在庫を抱えていることが多いですが、なかなかお客様自ら交換することは少なく、そのまま試用しているケースが散見されます。
そのため、定期的なノズルの交換を弊社では推奨、実施しております。
●電気不具合
自動溶接機側の二次側電源については、不良時のケーブル交換等を弊社で実施することが 可能です。
上述の通り、シリンダーやモーター、ポンプなどの部品は劣化していきます。
弊社ではこのような付帯設備の交換に対応しております。
お客様工場にてTIG溶接の自動溶接にて、小さなスプリングが飛び出さないように、溶接して閉じ込める工程がございました。
しかし、スプリングが縮んでしまい、現場にて原因特定を行いました。
そこで、100A~150Aで設定して溶接を行ったところ、本来溶けるはずが溶けず、溶接電気が流れすに高電圧のみとなっていることが原因でスプリングが焼け縮んでいることが判明しました。
弊社としては、ケーブル交換と溶接の取り出し位置を変更することで対処しました。
いかがでしょうか。
自動溶接機や溶接ロボットを運転する上で様々なトラブルがつきものです。
また、もしトラブルが発生した際は、ぜひお気軽に弊社へお問い合わせください。
お客様のトラブルに対して、誠心誠意ワンストップで対応させて頂きます。
弊社へのお問い合わせ窓口はコチラになります。